Etapa 1- plasarea imaginilor unității de asamblare după dimensiunile de gabarit (Fig. 1) pe format A2.
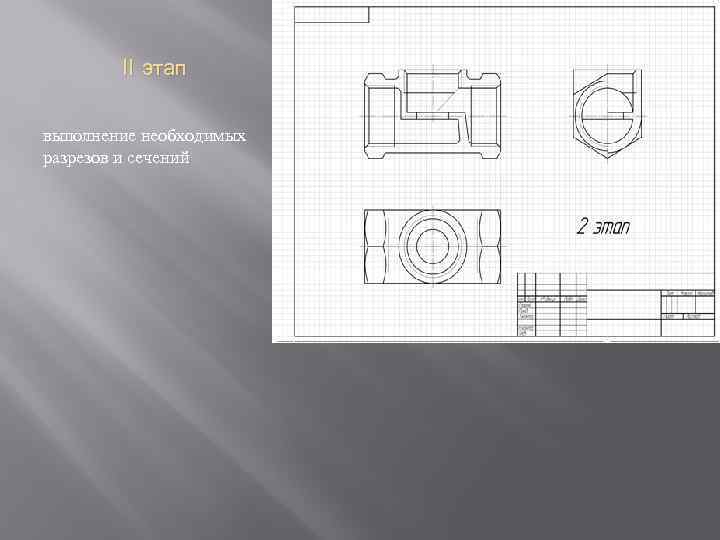
a 2-a etapă- imaginea corpului în mărime cu tăieturile necesare (Fig. 2).

Etapa 3- imaginea axului (tija) si supapei (Fig. 3). 
Etapa 4- imaginea capacului si a garniturii dintre corp si capac (Fig. 4).

Etapa 5- imaginea piuliței de îmbinare, bucșă și inelul presetupei (Fig. 5).

etapa 6- o imagine a unui volant cu o saiba si o piulita si pozitia limita (cursa) a tijei (Fig. 6).

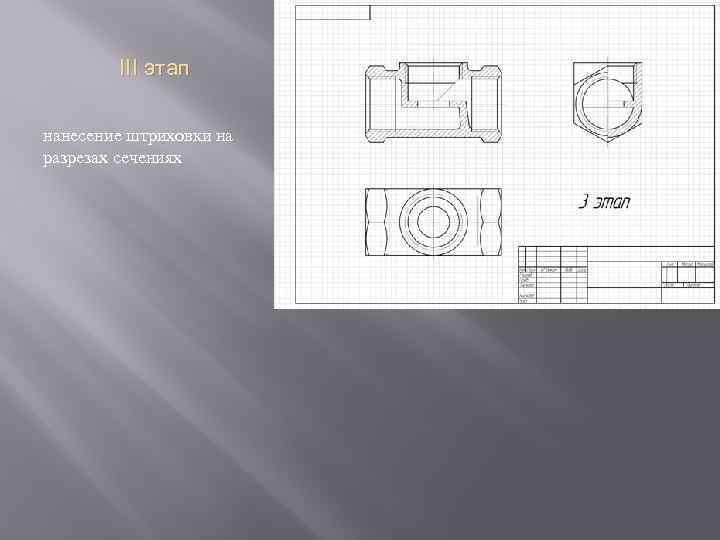
Etapa 7- haşurarea tuturor detaliilor care se încadrează în planul de tăiere (Fig. 7).

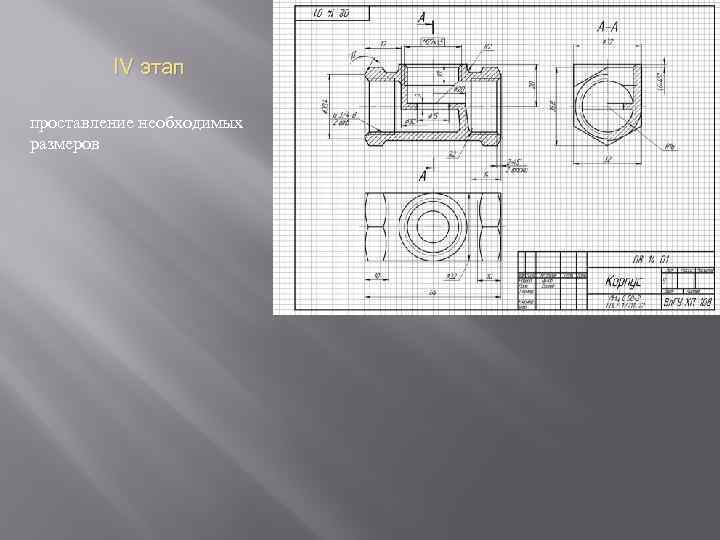
Etapa 8- dimensiunile desenului, liniile directoare pentru numerele de poziție ale desenului, completarea inscripției principale (Fig..8).

Etapa 9- intocmirea unui caiet de sarcini (Fig. 9).


10 etapă- setarea numerelor de pozitie conform specificatiei (Fig. 10). 





























 Pentru muncă independentă studentul este invitat să deseneze o piesă complexă pe un computer.
Pentru muncă independentă studentul este invitat să deseneze o piesă complexă pe un computer.
/1/ cap.55, /2/ cap.22.
Sectiunea 3. Desene si diagrame pe specialitate
Atunci când desenează un desen al unei clădiri, aceștia sunt ghidați reguli generale executarea desenelor de construcție prevăzute de standardele SPDS și GOST-urile ESKD.
Clădirea din plan este împărțită prin linii axiale într-un număr de elemente. Axele longitudinale și transversale care determină amplasarea principalelor structuri portante (pereți și stâlpi) se numesc axe de coordonare.
Axele de coordonare sunt aplicate imaginilor cu linii subțiri punctate cu linii lungi. Desemnați axele cifre arabeși cu majuscule ale alfabetului rus (cu excepția literelor: E, 3, Y, O, X, Ts, Ch, Shch, b, Y, b) în cercuri cu diametrul de 6 ... 12 mm . Nu sunt permise omisiuni în denumirile numerice și alfabetice (cu excepția celor indicate) ale axelor de coordonare.
Pentru marcarea axelor pe partea laterală a clădirii cu un număr mare de ele, se folosesc cifre arabe.
Pentru a marca axele pe partea laterală a clădirii cu un număr mai mic de ele, se folosesc litere din alfabetul rus.
Axele elementelor situate între axele de coordonare ale structurilor portante principale pot fi marcate cu împușcătură (B/1; B/2; 1/1 etc.).
Secvența desemnărilor numerice și alfabetice ale axelor de coordonare este luată conform planului de la stânga la dreapta și de jos în sus.
Desemnarea axelor de coordonare, de regulă, se aplică în partea stângă și inferioară a planului clădirii. Dacă axele de coordonare ale părților opuse ale planului nu coincid, desemnările axelor indicate în locurile de divergență se aplică suplimentar pe părțile superioare și din dreapta.
Distanța dintre axele de coordonare din plan se numește pas. Intervalul este distanța dintre axele de coordonare ale clădirii în direcția care corespunde deschiderii structurii principale de susținere a tavanului sau a acoperirii.
Înălțimea podelei este luată ca distanță de la nivelul podelei etajului dat până la nivelul podelei suprapuse, se determină și înălțimea etajului superior, în timp ce grosimea podelei mansardei este luată condiționat egală cu grosimea pardoselii interplans.
În clădirile industriale cu un etaj, înălțimea podelei este egală cu distanța de la nivelul podelei până la marginea inferioară a structurii acoperișului.
Dimensiunile treptelor, deschiderile, înălțimile podelei trebuie luate egale cu modulul mărit. Dimensiuni elemente structurale clădirile trebuie să fie multipli ai modulului principal. Pentru dimensiunea modulului principal M pentru coordonarea dimensiunilor, se ia o dimensiune de 100 mm (1 decimetru).
La stabilirea cotelor în desene, linia de cotă la intersecția sa cu liniile de prelungire, liniile de contur sau liniile centrale este limitată de serif sub formă de linii principale groase de 2 ... 4 mm lungime, desenate cu o înclinare spre dreapta sub unghi. de 45 ° față de linia de cotă, în timp ce liniile de cotă ies dincolo de liniile de extensie extremă cu 1 ... 3 mm (Fig. 3. 1).
Când se aplică dimensiunea diametrului sau razei în interiorul cercului, precum și dimensiunea unghiulară, linia de dimensiune este limitată de săgeți. Săgețile sunt, de asemenea, folosite la cotarea razelor și fileurilor interne.
Semnele de nivel ale elementelor structurale, echipamentelor etc. de la nivelul de referință (marca „zero” condiționată) sunt indicate printr-un semn convențional (Fig. 3. 2) și sunt indicate în metri cu trei zecimale separate de întreg printr-o virgulă .
Marca „zero”, luată, de regulă, pentru suprafața oricărui element structural al unei clădiri sau structuri situate în apropierea suprafeței de planificare a pământului, este indicată fără semn; semne deasupra zero - cu semnul „+”, sub zero - cu semnul „-”.
Pe vederi (fațade), secțiuni, secțiuni, repere sunt plasate pe linii de prelungire sau linii de contur (Fig. 3. 3).
Pe planuri, semnele sunt aplicate în dreptunghiuri (Fig. 3.4).
Pe planuri, direcția pantei planurilor este indicată printr-o săgeată, deasupra căreia, dacă este necesar, panta este indicată ca procent (Fig. 5) sau ca raport între înălțime și lungime (de exemplu, 1: 7). Desemnarea pantei se aplică direct deasupra liniei de nivel sau pe raftul liniei de conducere. Inscripția principală este situată în colțul din dreapta jos.
Principalele inscripții și cadre sunt realizate cu linii principale și subțiri solide, în conformitate cu GOST 2.303-68.
În coloanele inscripțiilor principale (numerele coloanelor de pe formulare sunt afișate în cercuri) indicați:
în coloana 1 - denumirea documentului; (font cu majuscule, dimensiune 5);
în coloana 2 - denumirea lucrării, produs (font cu majuscule, dimensiune 5);
în coloana 3 - denumirea sarcinii (font cu majuscule, dimensiunea 5);
în coloana 4 - denumirea imaginilor plasate pe această foaie (fon cu majuscule, mărime 5);
în coloana 5 - denumirea materialului piesei (coloana se completează numai pe desenele pieselor; font minuscule, dimensiunea 5);
în coloana 6 - litera „U” (desene de antrenament);
în coloana 7 - numărul de serie al foii (paginile unui document text cu design față-verso). Pe documentele formate dintr-o singură foaie, coloana nu este completată;
· în coloana 8 - numărul total de foi ale documentului (set de desene, notă explicativă etc.). Pe prima foaie a unui document text cu design pe două fețe, este indicat numărul total de pagini;
· în coloana 9 - Nr grup (font litere mici, dimensiune 5);
· în coloana 10 - de jos în sus - „Student” (font litere mici, dimensiune 3,5).
· în coloanele 11, 12,13 - respectiv, prenume, semnătură, dată;
in coloana 14 - masa estimata a produsului prezentata in desen, in kilograme fara a indica unitatile de masura;
· în coloana 15 - scara imaginii în conformitate cu GOST 2.302-68.

 Fig.3. unu Fig.3. unu |  Orez. 3.2 Orez. 3.2 |  Fig.3.3 Fig.3.3 |
|
 Fig.3. patru Fig.3. patru |  Fig.3. 5 Fig.3. 5 |
||
Lucrarea grafică nr. 9
Planul, secțiunea și fațada clădirii.
Exercițiu: Realizați un set de imagini ale clădirii (plan, secțiune arhitecturală și fațadă) conform sarcinilor individuale.
Pe plan si sectiune aplicati toate dimensiunile necesare, atat in interiorul cat si in exteriorul cladirii. Desenați axele de coordonate și etichetați-le.
Completați explicația premiselor.
Finalizați sarcina pe hârtie de desen A2 (594x420) în conformitate cu toate cerințele GOST, în creion.
Ţintă: Verificați cunoștințele teoretice și abilitățile și abilitățile practice în citirea, interpretarea și proiectarea desenelor de arhitectură și construcții.
Instrucțiuni pentru implementare: Sarcina conține diagrame ale planului, secțiunii, fațadei clădirii și o listă de spații. Începeți sarcina prin întocmirea unui plan de construcție. Pentru a face acest lucru, ghidat de schema planului, trageți axele de coordonare cu o linie punctată.
Afișați pereții exteriori cu o grosime de 510 mm, cu referire la axele de coordonare de 310 și 200 mm, și pereții interiori cu o grosime de 380 mm, cu referire la axele de 190 și 190 mm. În diagramă, acești pereți sunt desenați cu linii groase. Pereții rămași sunt pereți despărțitori subțiri de 120 mm grosime, sunt reprezentați în diagramă cu linii subțiri.
În pereții exteriori arată deschideri de ferestre, în pereții interiori - uși. Imagini grafice condiționate ale tabelului cu elemente de construcție.
Pereții și pereții despărțitori care cad în planul de tăiere nu sunt hașurați, iar contururile lor sunt conturate cu o linie groasă și solidă. Elementele de construcție situate în spatele planului de tăiere sunt prezentate cu o linie subțire. Tocurile ferestrelor și canatele de ușă sunt desenate cu linii subțiri și continue.
Marcați pe plan poziția planului de tăiere pentru secțiunea verticală și executați-o. Aplicați semne de înălțime și dimensiuni în interiorul contururilor spațiilor.
Desenați partea din față a clădirii.
Pentru a finaliza sarcina, studiați: cerințele standardelor SPDS (Systems documentatia proiectuluiîn construcție) GOST 21.101-79, imaginile trebuie să îndeplinească cerințele GOST 2.305-68 și, de asemenea, să cunoască baza teoretica sectiunea „Desene de arhitectura si constructii”.
 1. Realizarea unui desen 1. 1. Inscripții principale. Forma inscripțiilor principale Inscripțiile principale sunt determinate de GOST 2. 104 68, care stabilește formele, dimensiunile, procedura de completare a coloanelor principale și suplimentare. Inscripțiile principale sunt situate în colțul din dreapta jos al desenului. Pe foile de format A 4, inscripțiile principale sunt situate numai de-a lungul laturii scurte 1. 2. Ordinea de completare a inscripțiilor principale În coloanele (numerele coloanelor sunt indicate între paranteze) ale inscripției principale se indică: în coloana 1 - denumirea produsului și denumirea documentului de proiectare, dacă i se atribuie un cod; în coloana 2 - denumirea documentului; în coloana 3 - denumirea materialului (coloana este completată numai pe desenele pieselor); în coloana 4 - litera atribuită acestui document (pentru desenele de instruire, litera „U”);
1. Realizarea unui desen 1. 1. Inscripții principale. Forma inscripțiilor principale Inscripțiile principale sunt determinate de GOST 2. 104 68, care stabilește formele, dimensiunile, procedura de completare a coloanelor principale și suplimentare. Inscripțiile principale sunt situate în colțul din dreapta jos al desenului. Pe foile de format A 4, inscripțiile principale sunt situate numai de-a lungul laturii scurte 1. 2. Ordinea de completare a inscripțiilor principale În coloanele (numerele coloanelor sunt indicate între paranteze) ale inscripției principale se indică: în coloana 1 - denumirea produsului și denumirea documentului de proiectare, dacă i se atribuie un cod; în coloana 2 - denumirea documentului; în coloana 3 - denumirea materialului (coloana este completată numai pe desenele pieselor); în coloana 4 - litera atribuită acestui document (pentru desenele de instruire, litera „U”);

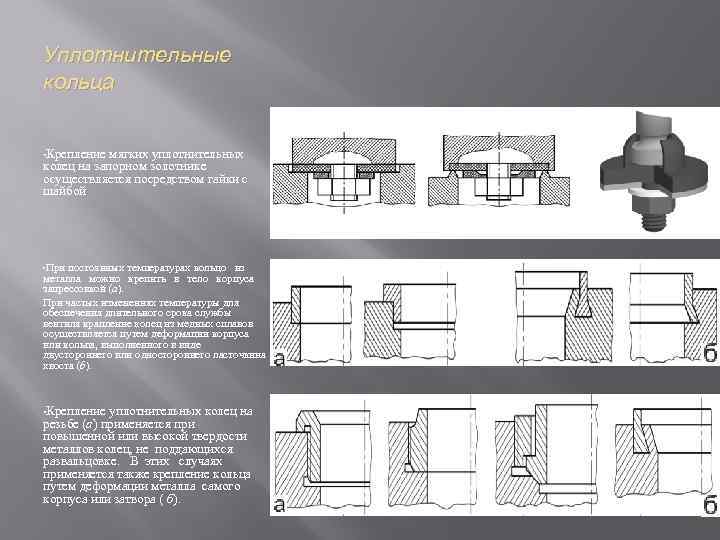 Inele O Inelele moi sunt atașate la supapa de închidere prin intermediul unei piulițe și a unei șaibe.La temperaturi constante, un inel metalic poate fi presat în corpul corpului prin apăsarea (a). Cu schimbări frecvente de temperatură, pentru a asigura o durată lungă de viață a supapei, introducerea inelelor din aliaj de cupru se realizează prin deformarea corpului sau a inelului, realizată sub formă de coadă de rândunică dublă sau unilaterală (b). Fixarea inelelor de etanșare pe filet (a) este utilizată pentru duritatea crescută sau mare a metalelor inelelor care nu pot fi evazate. În aceste cazuri, fixarea inelului este utilizată și prin deformarea metalului corpului în sine sau a obturatorului (b).
Inele O Inelele moi sunt atașate la supapa de închidere prin intermediul unei piulițe și a unei șaibe.La temperaturi constante, un inel metalic poate fi presat în corpul corpului prin apăsarea (a). Cu schimbări frecvente de temperatură, pentru a asigura o durată lungă de viață a supapei, introducerea inelelor din aliaj de cupru se realizează prin deformarea corpului sau a inelului, realizată sub formă de coadă de rândunică dublă sau unilaterală (b). Fixarea inelelor de etanșare pe filet (a) este utilizată pentru duritatea crescută sau mare a metalelor inelelor care nu pot fi evazate. În aceste cazuri, fixarea inelului este utilizată și prin deformarea metalului corpului în sine sau a obturatorului (b).
 Supapă. Fixarea supapei pe capul arborelui trebuie să permită supapei să se rotească liber. Pentru supapele de trecere mici (până la 50 mm în diametru) poate fi utilizată o clemă de fixare a arborelui. clemă de sârmă inel de sârmă care fixează capul arborelui în fanta supapei
Supapă. Fixarea supapei pe capul arborelui trebuie să permită supapei să se rotească liber. Pentru supapele de trecere mici (până la 50 mm în diametru) poate fi utilizată o clemă de fixare a arborelui. clemă de sârmă inel de sârmă care fixează capul arborelui în fanta supapei
 Opțiunile de montare a supapei de trecere mari sunt prezentate în figura de mai jos. Direcția de mișcare a supapei în corp și eliminarea deplasării sau distorsiunii acesteia se realizează folosind trei sau patru nervuri de ghidare superioare sau inferioare.
Opțiunile de montare a supapei de trecere mari sunt prezentate în figura de mai jos. Direcția de mișcare a supapei în corp și eliminarea deplasării sau distorsiunii acesteia se realizează folosind trei sau patru nervuri de ghidare superioare sau inferioare.
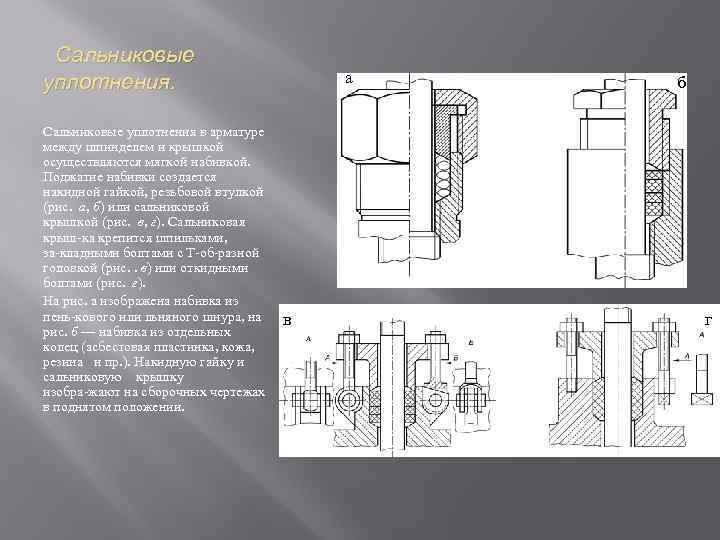 Garniturile de etanșare din fitingurile dintre ax și capac sunt realizate cu umplutură moale. Compresia garniturii este creată de o piuliță de îmbinare, un manșon filetat (Fig. a, b) sau un capac de cutie de presa (Fig. c, d). Capacul cutiei de presa este fixat cu știfturi, șuruburi captive cu cap în formă de T (fig. c) sau șuruburi articulate (fig. d). Pe fig. a prezinta umplutura din cordon de canepa sau de in, in fig. b - ambalare din inele individuale (placă de azbest, piele, cauciuc etc.). Piulița evază și capacul cutiei de presa sunt prezentate în desenele de asamblare în poziție ridicată. a c b d
Garniturile de etanșare din fitingurile dintre ax și capac sunt realizate cu umplutură moale. Compresia garniturii este creată de o piuliță de îmbinare, un manșon filetat (Fig. a, b) sau un capac de cutie de presa (Fig. c, d). Capacul cutiei de presa este fixat cu știfturi, șuruburi captive cu cap în formă de T (fig. c) sau șuruburi articulate (fig. d). Pe fig. a prezinta umplutura din cordon de canepa sau de in, in fig. b - ambalare din inele individuale (placă de azbest, piele, cauciuc etc.). Piulița evază și capacul cutiei de presa sunt prezentate în desenele de asamblare în poziție ridicată. a c b d
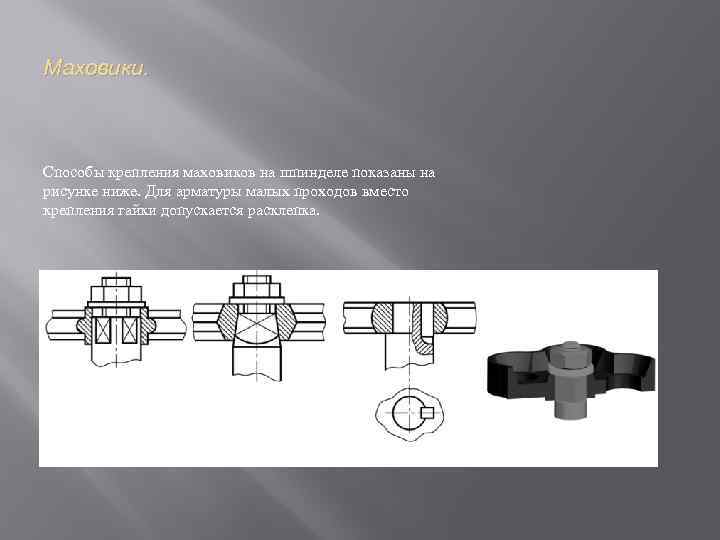 Volante. Metodele de montare a volantelor pe ax sunt prezentate în figura de mai jos. Pentru fitingurile cu pasaje mici, este permisă nituirea în loc de fixarea piuliței.
Volante. Metodele de montare a volantelor pe ax sunt prezentate în figura de mai jos. Pentru fitingurile cu pasaje mici, este permisă nituirea în loc de fixarea piuliței.

 Caneluri pentru ieșirea discului abraziv. Slefuirea vă permite să obțineți suprafețe precise ale pieselor. Marginile discului de șlefuit sunt întotdeauna ușor rotunjite, astfel încât șanțul pentru ieșirea discului de șlefuit se face în locul piesei în care prezența unei margini rămase de la marginea discului de șlefuit este nedorită. Un astfel de canal în desenul de detaliu este reprezentat într-un mod simplificat, iar desenul este completat cu un element la distanță care arată profilul canelurii.Tipurile, forma și dimensiunile canelurilor sunt stabilite de GOST 8820 - 69. Dimensiunea determinantă pentru canelurile de pe suprafețele de rotație este diametrul suprafeței d. Dimensiunile canelurilor nu sunt incluse în lanțurile dimensionale ale pieselor.
Caneluri pentru ieșirea discului abraziv. Slefuirea vă permite să obțineți suprafețe precise ale pieselor. Marginile discului de șlefuit sunt întotdeauna ușor rotunjite, astfel încât șanțul pentru ieșirea discului de șlefuit se face în locul piesei în care prezența unei margini rămase de la marginea discului de șlefuit este nedorită. Un astfel de canal în desenul de detaliu este reprezentat într-un mod simplificat, iar desenul este completat cu un element la distanță care arată profilul canelurii.Tipurile, forma și dimensiunile canelurilor sunt stabilite de GOST 8820 - 69. Dimensiunea determinantă pentru canelurile de pe suprafețele de rotație este diametrul suprafeței d. Dimensiunile canelurilor nu sunt incluse în lanțurile dimensionale ale pieselor.
 Slefuire pe cilindrul exterior (A) Slefuire pe cilindrul interior (B) d b Slefuire exterior d 1 Slefuire interioară d 2 R R 1 Până la 10 1 1,6 d – 0,3 d + 0,3 0,5 0,2 Până la 10 Sv 0,10 până la 50 3 d – 0,5 d + 0,5 1,0 0,3 0,5
Slefuire pe cilindrul exterior (A) Slefuire pe cilindrul interior (B) d b Slefuire exterior d 1 Slefuire interioară d 2 R R 1 Până la 10 1 1,6 d – 0,3 d + 0,3 0,5 0,2 Până la 10 Sv 0,10 până la 50 3 d – 0,5 d + 0,5 1,0 0,3 0,5
 Caneluri pentru filete metrice. La capătul filetului se face o canelură pentru a ieși din instrument și a obține un filet cu profil complet pe toată lungimea tijei sau a găurii. În desenele detaliului, canelura este reprezentată într-un mod simplificat, iar desenul este completat cu un element exterior la scară mărită.
Caneluri pentru filete metrice. La capătul filetului se face o canelură pentru a ieși din instrument și a obține un filet cu profil complet pe toată lungimea tijei sau a găurii. În desenele detaliului, canelura este reprezentată într-un mod simplificat, iar desenul este completat cu un element exterior la scară mărită.
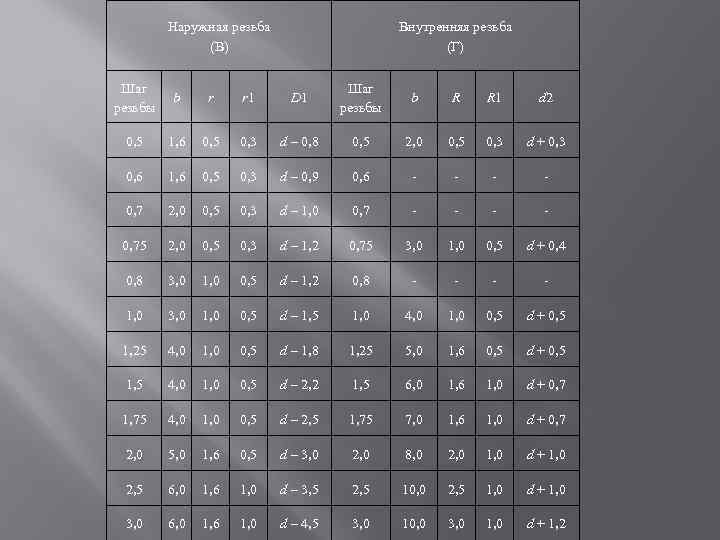 Filet tată (H) Filet interior (D) Pas b r r 1 D 1 Pas b R R 1 d 2 0,5 1,6 0,5 0,3 d – 0,8 0,5 2,0 0,5 0 , 3 d + 0. 3 0. 6 1. 6 0. 5 0. 3 d – 0. 9 0. 6 0. 7 2. 0 0. 5 0. 3 d – 1. 0 0. 7 0. 75 2, 0 0, 5 0, 3 d – 1, 2 0, 75 3 , 0 1, 0 0, 5 d + 0, 4 0, 8 3, 0 1, 0 0, 5 d – 1, 2 0, 8 1, 0 3, 0 1, 0 0,5 d – 1, 5 1, 0 4, 0 1, 0 0,5 d + 0,5 1, 25 4, 0 1, 0 0,5 d – 1 , 8 1. 25 5. 0 1. 6 0. 5 d + 0. 5 1. 5 4. 0 1 0 0. 5 d – 2. 2 1. 5 6. 0 1. 6 1. 0 d + 0.7 1.75 4.0 1.0 0.5 d – 2.5 1.75 7.0 1.6 1.0 d + 0.7 2.0 5.0 , 0.7 2.0 5.0 . 0 8, 0 2, 0 1, 0 d + 1, 0 2, 5 6, 0 1, 6 1, 0 d – 3, 5 2, 5 10, 0 2, 5 1, 0 d + 1, 0 3 , 0 6, 0 1, 6 1, 0 d – 4, 5 3, 0 10, 0 3, 0 1, 0 d + 1, 2
Filet tată (H) Filet interior (D) Pas b r r 1 D 1 Pas b R R 1 d 2 0,5 1,6 0,5 0,3 d – 0,8 0,5 2,0 0,5 0 , 3 d + 0. 3 0. 6 1. 6 0. 5 0. 3 d – 0. 9 0. 6 0. 7 2. 0 0. 5 0. 3 d – 1. 0 0. 7 0. 75 2, 0 0, 5 0, 3 d – 1, 2 0, 75 3 , 0 1, 0 0, 5 d + 0, 4 0, 8 3, 0 1, 0 0, 5 d – 1, 2 0, 8 1, 0 3, 0 1, 0 0,5 d – 1, 5 1, 0 4, 0 1, 0 0,5 d + 0,5 1, 25 4, 0 1, 0 0,5 d – 1 , 8 1. 25 5. 0 1. 6 0. 5 d + 0. 5 1. 5 4. 0 1 0 0. 5 d – 2. 2 1. 5 6. 0 1. 6 1. 0 d + 0.7 1.75 4.0 1.0 0.5 d – 2.5 1.75 7.0 1.6 1.0 d + 0.7 2.0 5.0 , 0.7 2.0 5.0 . 0 8, 0 2, 0 1, 0 d + 1, 0 2, 5 6, 0 1, 6 1, 0 d – 3, 5 2, 5 10, 0 2, 5 1, 0 d + 1, 0 3 , 0 6, 0 1, 6 1, 0 d – 4, 5 3, 0 10, 0 3, 0 1, 0 d + 1, 2
 Măsurarea pieselor Pentru măsurarea pieselor se utilizează o mare varietate de instrumente de măsurare. Luați în considerare tehnicile de măsurare a pieselor folosind cele mai simple instrumente, cum ar fi o riglă de oțel, șubler, șubler și ecartament interior.
Măsurarea pieselor Pentru măsurarea pieselor se utilizează o mare varietate de instrumente de măsurare. Luați în considerare tehnicile de măsurare a pieselor folosind cele mai simple instrumente, cum ar fi o riglă de oțel, șubler, șubler și ecartament interior.
 Măsurători cu șublerul șublerul este cel mai obișnuit instrument de măsurare care permite efectuarea măsurătorilor cu o precizie de 0,1 mm. Acestea pot măsura diametrele rolelor, diametrele găurilor, lățimea canelurilor și fantelor, adâncimea găurilor și a diferitelor adâncituri etc. Busola etrier este alcătuită din două părți principale (Fig. 18): o riglă (tijă) și un cadru care acoperă rigla. Rigla are o scară milimetrică. Rama are o scară numită vernier. Această scară are 10 diviziuni. Un cadru îngust de adâncime este atașat rigid de cadru. Cadrul cu un indicator de adâncime se poate mișca liber în raport cu tija și poate fi fixat în orice poziție cu un șurub de strângere. Atât tija, cât și cadrul au câte două fălci, permițând măsurători externe (fălci inferioare) și interne (fălci superioare) (Fig. 19). În orice poziție a cadrului față de tijă, distanța dintre fălcile superioare și inferioare de lucru este egală cu lungimea părții extinse a indicatorului de adâncime. Pentru a stabili dimensiunea măsurată cu un șubler vernier, trebuie să citiți numărul de milimetri întregi care se potrivesc la diviziunea cea mai din stânga a vernierului (cursa zero a vernierului) pe riglă. Apoi determinați ce ordine a cursei vernierului coincide cu cursa riglei, care corespunde numărului de zecimi de milimetru. În exemplul nostru, poziția relativă a scărilor riglei și vernierului evidențiate în Fig. 18, corespunde dimensiunii de 22,7 mm.
Măsurători cu șublerul șublerul este cel mai obișnuit instrument de măsurare care permite efectuarea măsurătorilor cu o precizie de 0,1 mm. Acestea pot măsura diametrele rolelor, diametrele găurilor, lățimea canelurilor și fantelor, adâncimea găurilor și a diferitelor adâncituri etc. Busola etrier este alcătuită din două părți principale (Fig. 18): o riglă (tijă) și un cadru care acoperă rigla. Rigla are o scară milimetrică. Rama are o scară numită vernier. Această scară are 10 diviziuni. Un cadru îngust de adâncime este atașat rigid de cadru. Cadrul cu un indicator de adâncime se poate mișca liber în raport cu tija și poate fi fixat în orice poziție cu un șurub de strângere. Atât tija, cât și cadrul au câte două fălci, permițând măsurători externe (fălci inferioare) și interne (fălci superioare) (Fig. 19). În orice poziție a cadrului față de tijă, distanța dintre fălcile superioare și inferioare de lucru este egală cu lungimea părții extinse a indicatorului de adâncime. Pentru a stabili dimensiunea măsurată cu un șubler vernier, trebuie să citiți numărul de milimetri întregi care se potrivesc la diviziunea cea mai din stânga a vernierului (cursa zero a vernierului) pe riglă. Apoi determinați ce ordine a cursei vernierului coincide cu cursa riglei, care corespunde numărului de zecimi de milimetru. În exemplul nostru, poziția relativă a scărilor riglei și vernierului evidențiate în Fig. 18, corespunde dimensiunii de 22,7 mm.
 Măsurători cu un calibre de alezaj și etriere Diametrul unei găuri situate adânc în interiorul piesei se măsoară cu un calibre de alezaj cu o precizie de 0,5 mm. Distanța dintre picioarele gabaritului interior se determină cu o riglă de oțel. În cazurile în care nu este posibilă îndepărtarea șublerului fără a-i perturba setarea, grosimile peretelui șublerului (cu o precizie de 0,5 mm) pot fi măsurate așa cum se arată în dreapta. În acest caz, picioarele etrierului sunt depărtate puțin mai mult decât grosimea peretelui măsurat, de exemplu, cu 25 mm. După ce am măsurat acum distanța dintre picioarele etrierului, „scădeți din valoarea obținută 25 mm adăugate la grosimea peretelui, adică o \u003d 37 25 \u003d 12 mm. Pentru a măsura distanța centru-centru a găurilor de același diametru, utilizați un șubler sau un calibre interior, aplicându-le pe pereții găurilor. Distanța dorită va fi egală cu suma distanței măsurate și a diametrului uneia dintre găuri.Dacă diametrele găurilor sunt diferite, atunci jumătate din suma diametrelor trebuie adăugată la distanța dintre cei mai apropiați pereți ai găuri. Înălțimea piesei poate fi măsurată cu două rigle.
Măsurători cu un calibre de alezaj și etriere Diametrul unei găuri situate adânc în interiorul piesei se măsoară cu un calibre de alezaj cu o precizie de 0,5 mm. Distanța dintre picioarele gabaritului interior se determină cu o riglă de oțel. În cazurile în care nu este posibilă îndepărtarea șublerului fără a-i perturba setarea, grosimile peretelui șublerului (cu o precizie de 0,5 mm) pot fi măsurate așa cum se arată în dreapta. În acest caz, picioarele etrierului sunt depărtate puțin mai mult decât grosimea peretelui măsurat, de exemplu, cu 25 mm. După ce am măsurat acum distanța dintre picioarele etrierului, „scădeți din valoarea obținută 25 mm adăugate la grosimea peretelui, adică o \u003d 37 25 \u003d 12 mm. Pentru a măsura distanța centru-centru a găurilor de același diametru, utilizați un șubler sau un calibre interior, aplicându-le pe pereții găurilor. Distanța dorită va fi egală cu suma distanței măsurate și a diametrului uneia dintre găuri.Dacă diametrele găurilor sunt diferite, atunci jumătate din suma diametrelor trebuie adăugată la distanța dintre cei mai apropiați pereți ai găuri. Înălțimea piesei poate fi măsurată cu două rigle.
 Pentru a determina razele proeminențelor și cavităților piesei, se folosesc șabloane de măsurare a razei (Fig. 22, a). Un set de șabloane cu rază este închis într-o carcasă metalică. Pe o parte a carcasei se află șabloane cu proeminențe rotunjite concepute pentru a determina razele proeminențelor, iar pe cealaltă, șabloane cu aceleași depresiuni pentru determinarea razelor proeminențelor. Valoarea razei este indicată pe fiecare șablon. Rotunjirile mai mari, precum și rotunjirile plate, pot fi realizate folosind o amprentă pe hârtie, prin aplicarea acesteia pe partea rotunjită a piesei și sertizarea sau conturarea conturului de rotunjire cu un creion fin ascuțit. Folosind o busolă, determinați raza rotunjirii. Dimensiunea rezultată este rotunjită la cea mai apropiată rază normală în conformitate cu GOST 6636 69. În părți, se găsesc adesea elemente cu fire, pentru măsurarea cărora se folosesc șabloane speciale numite calibre de filet. Sunt un set plăci metalice cu proeminenţe corespunzătoare profilului filetului. Pe carcasa calibrei filetului pentru filete metrice este indicat M 60 ° (Fig. 22 b), iar pentru conducta D 55 °. Măsurarea pasului filetului constă în selectarea unui șablon ai cărui dinți se potrivesc complet în cavitățile dintre fire. Apoi, folosind un șubler, se măsoară diametrul exterior al filetului tijei (diametrul nominal al filetului d) sau diametrul găurii tăiate de-a lungul proeminențelor (diametrul filetului intern -d 1. De exemplu, etrierul a arătat un filet al tijei). diametrul de 21,6 mm, iar ecartamentul filetului pentru pasul filetului metric 0 , 75. Conform tabelelor ST SEV IBI 75, determinăm filetul: M 22 x0, 75. În absența unui calibre de filet, tehnica prezentată în Fig. se folosește 23. În acest caz, firul este vopsit cu un creion moale și rulat pe hârtie. Pasul firului se determină după cum urmează: P = A/n, unde A este o distanță arbitrară între mai multe curse, n este numărul de distanțe între curse în dimensiunea lui A, unde n este mai mic decât un număr de curse.
Pentru a determina razele proeminențelor și cavităților piesei, se folosesc șabloane de măsurare a razei (Fig. 22, a). Un set de șabloane cu rază este închis într-o carcasă metalică. Pe o parte a carcasei se află șabloane cu proeminențe rotunjite concepute pentru a determina razele proeminențelor, iar pe cealaltă, șabloane cu aceleași depresiuni pentru determinarea razelor proeminențelor. Valoarea razei este indicată pe fiecare șablon. Rotunjirile mai mari, precum și rotunjirile plate, pot fi realizate folosind o amprentă pe hârtie, prin aplicarea acesteia pe partea rotunjită a piesei și sertizarea sau conturarea conturului de rotunjire cu un creion fin ascuțit. Folosind o busolă, determinați raza rotunjirii. Dimensiunea rezultată este rotunjită la cea mai apropiată rază normală în conformitate cu GOST 6636 69. În părți, se găsesc adesea elemente cu fire, pentru măsurarea cărora se folosesc șabloane speciale numite calibre de filet. Sunt un set plăci metalice cu proeminenţe corespunzătoare profilului filetului. Pe carcasa calibrei filetului pentru filete metrice este indicat M 60 ° (Fig. 22 b), iar pentru conducta D 55 °. Măsurarea pasului filetului constă în selectarea unui șablon ai cărui dinți se potrivesc complet în cavitățile dintre fire. Apoi, folosind un șubler, se măsoară diametrul exterior al filetului tijei (diametrul nominal al filetului d) sau diametrul găurii tăiate de-a lungul proeminențelor (diametrul filetului intern -d 1. De exemplu, etrierul a arătat un filet al tijei). diametrul de 21,6 mm, iar ecartamentul filetului pentru pasul filetului metric 0 , 75. Conform tabelelor ST SEV IBI 75, determinăm filetul: M 22 x0, 75. În absența unui calibre de filet, tehnica prezentată în Fig. se folosește 23. În acest caz, firul este vopsit cu un creion moale și rulat pe hârtie. Pasul firului se determină după cum urmează: P = A/n, unde A este o distanță arbitrară între mai multe curse, n este numărul de distanțe între curse în dimensiunea lui A, unde n este mai mic decât un număr de curse.

 Etapa I determină numărul necesar de vederi, desenând conturul piesei fără a respecta scara, dar respectând proporțiile
Etapa I determină numărul necesar de vederi, desenând conturul piesei fără a respecta scara, dar respectând proporțiile
 Supapă. Desen vedere generală. Un exemplu de desen de vedere generală Dimensiunile desenului pe un desen de vedere generală Pe desenele educaționale, dimensiunile sunt indicate cu fontul nr. 5, iar numerele de poziție în fonturile nr. 7 sau nr. 10. Inscripția principală este aceeași ca în schițele 55 x 185 - formular Nr. 1. Pe desenele educative vederi generale se aplică următoarele dimensiuni: 1. Dimensiuni de gabarit care determină cele mai mari dimensiuni ale produsului în ceea ce privește lungimea, lățimea, înălțimea. 2. Dimensiunile suprafețelor de împerechere (pe care vin în contact piesele unității de asamblare), inclusiv suprafețele filetate. 3. Dimensiunile de instalare prin care acest produs este instalat la locul de instalare. 4. Dimensiuni structurale și calculate, datorită particularităților de lucru ale piesei în ansamblu. Caracteristici ale angrenajelor, arcuri, distanțele centrale, modulul etc. și alți parametri solicitați de detalier. Dimensiunile libere nu se aplică vederilor generale, deoarece aceste dimensiuni sunt preluate direct din desen, ținând cont de scară. Desenele de aranjament general nu sunt desene de fabricație. 5. Dimensiuni de conectare. Dimensiuni care definesc elementele prin care acest produs este atasat de altul. Aceste dimensiuni includ: a) diametrele orificiilor pentru elemente de fixare; b) dimensiunile filetelor de legătură etc.
Supapă. Desen vedere generală. Un exemplu de desen de vedere generală Dimensiunile desenului pe un desen de vedere generală Pe desenele educaționale, dimensiunile sunt indicate cu fontul nr. 5, iar numerele de poziție în fonturile nr. 7 sau nr. 10. Inscripția principală este aceeași ca în schițele 55 x 185 - formular Nr. 1. Pe desenele educative vederi generale se aplică următoarele dimensiuni: 1. Dimensiuni de gabarit care determină cele mai mari dimensiuni ale produsului în ceea ce privește lungimea, lățimea, înălțimea. 2. Dimensiunile suprafețelor de împerechere (pe care vin în contact piesele unității de asamblare), inclusiv suprafețele filetate. 3. Dimensiunile de instalare prin care acest produs este instalat la locul de instalare. 4. Dimensiuni structurale și calculate, datorită particularităților de lucru ale piesei în ansamblu. Caracteristici ale angrenajelor, arcuri, distanțele centrale, modulul etc. și alți parametri solicitați de detalier. Dimensiunile libere nu se aplică vederilor generale, deoarece aceste dimensiuni sunt preluate direct din desen, ținând cont de scară. Desenele de aranjament general nu sunt desene de fabricație. 5. Dimensiuni de conectare. Dimensiuni care definesc elementele prin care acest produs este atasat de altul. Aceste dimensiuni includ: a) diametrele orificiilor pentru elemente de fixare; b) dimensiunile filetelor de legătură etc.

Multe elemente ale piesei au dimensiuni standard. Prin urmare, atunci când se specifică valorile lor numerice în desenul piesei, dimensiunile reale obținute sunt rotunjite la cele mai apropiate standard, folosind o serie normală de dimensiuni și diametre liniare (GOST 6636-69 *), dimensiuni standard de rotunjire razele și teșiturile (GOST 10948-64 *), conice și pante ( GOST 8593-81), unghiuri normale (GOST 8908-81), la cheie (GOST 642473*), filete, caneluri, caneluri pentru ieșirea sculelor de tăiat filet, etc.
Pe COV detaliat, unele elemente ale detaliilor sunt prezentate într-un mod simplificat, condiționat sau deloc afișat, ceea ce nu permite dezvăluirea designului lor. De obicei, acest lucru se exprimă în absența pantelor de turnare și ștanțare, teșituri, tăiere a filetului atunci când o tăiați în repaus, o afișare simplificată a găurilor filetate oarbe, canelurilor și canelurilor pentru ieșirea unui instrument de tăiere sau șlefuire a filetului etc. desen, astfel de elemente ar trebui să fie descrise complet fără simplificări, cu excepția cazului în care este specificat în mod specific în standarde. În același timp, majoritatea acestor elemente structurale sunt determinate de GOST-urile corespunzătoare în formele și dimensiunile lor, care ar trebui folosite la detaliere.
14.4. Un exemplu de detaliere a unui desen al unei vederi generale a unei unități de asamblare „Supapa”
Pentru a executa exemplul, este dat un desen detaliat - FOV supapei (vezi Fig. 14.1), specificația acesteia (Fig. 13.10) și descrierea detaliată a produsului prezentată mai jos.
O supapă este un tip de fiting conceput pentru a controla fluxul de lichid (de obicei apă) într-o conductă și pentru a închide conductele.
Lichidul este alimentat la supapă prin orificiul filetat din stânga al carcasei 1, iar ieșirea se face prin cel din dreapta. Dispozitivul de blocare al supapei constă dintr-o supapă 4 și o tijă 3 conectate cu posibilitatea de rotație liberă a acestora unul față de celălalt. În desen, supapa este arătată ca închisă: supapa 4 închide orificiul de trecere din corpul 1 cu un diametru de 40 mm, conectând intrarea și ieșirea. Supapa se deschide prin deplasarea supapei cu tija în sus când aceasta din urmă se rotește în partea filetată a capacului 2 folosind roata de mână 6, montată pe tijă cu un șurub 8. Ridicarea tijei cu supapa mai sus - mai jos, schimbați secțiunea transversală a orificiului de trecere și fluxul de fluid prin supapă.
Detalii poz. 6 și 7 nu sunt afișate |
|
Cheia 27 |
|
Comprimați când |
|
Á det. poz.4
B(2:1) det. poz. 3 |
|||
Toate dimensiunile pentru referință. |
|||
40.02.013.000 ВВ |
|||
ÌÀÄÈ(ÃÒÓ) ãð. ...
Pentru a elimina scurgerile dintre corp și capac, se folosește o garnitură 7, iar între tijă și capac se folosește o garnitură de etanșare formată dintr-o garnitură 9 și o bucșă filetată 5.
Materiale piese poz. 1, 2, 5 - bronz BrOTsS3-12-5 GOST 613-79, detalii poz. 3, 4 - alamă Ë62 GOST 15527-70* , detalii poz. 6- Aliaj din aluminiu AL2 GOS 2685-75 , detalii poz. 7 - Carton A GOST 9347-74.
Rezultatele primei etape de citire a CHOV sunt următoarele:
1. Pe CHOV, realizat pe o scară de 1: 1, este descrisă o supapă - un produs legat de supapele conductelor (a se vedea inscripția principală a desenului).
2. Conform caietului de sarcini, supapa constă din șapte părți (corp, capac, tijă, supapă, manșon, volant și garnitură), un produs standard (șurub) și material (fibră de cânepă) pentru ambalarea cutiei de presa.
3. Familiarizarea cu FOV și descrierea supapei a făcut posibilă înțelegerea scopului acesteia (în principiu, scopul oricărei supape este de a reține sau de a trece lichid), structura generală și principiul de funcționare.
4. Trei
imagini de supapă: secțiune frontală (longitudinală) (imaginea principală), vedere de sus și conectare a jumătăților de vedere din stânga și secțiune de profil (transversală). Tăieturile dezvăluie structura internă a întregului produs și a părților sale individuale. Secțiunea frontală, vederile de sus și din stânga reflectă forma exterioară a supapei și a majorității componentelor sale. Rețineți că tija non-gol 3 nu este tăiată în secțiuni, iar orificiul filetat din ea este prezentat în secțiunea locală a tijei.
Forma volantului, în special, numărul de spițe și secțiunea lor transversală, este explicată prin vederea A a volantului și secțiunea îndepărtată a spiței plasate unul lângă celălalt. Forma, locația și numărul nervurilor supapei 4 dezvăluie aspectul său Á. Forma și dimensiunile filetului nestandard din părțile 2 și 3 sunt relevate de extensia Â.
FOV total al supapei este reprezentat de șapte imagini.
5. Pe CHOV 120, 72, 180...200 - dimensiuni de gabarit; G1 1/2, 60 (dimensiune cheie pentru conectarea supapei) - dimensiuni de instalare și racordare; 40 (diametrul orificiului de trecere din supapă), 135...155 (distanța de la axa conductei la cel mai
punctul îndepărtat al supapei), 70 (dimensiunea roții de mână care comandă vana), G1 1 /2 , M52x2 și dimensiunile filetului pe elementul îndepărtat B sunt dimensiuni care nu pot fi determinate din desen. Nu există dimensiuni de montaj și executive pe COV.
Desenul are inscripții pe rafturile liniilor de conducere: „3 nervuri” - o indicație a numărului de aripioare ale supapei 4; „Sub cheia 27” - dimensiunea cheii pentru strângerea manșonului 5; „ Crimpați la asamblare” - o indicație a conexiunii supapei 4 și tijei 3 în timpul asamblarii; „A măcina” - o indicație a procesării la asamblarea suprafețelor adiacente ale supapei 4 și ale corpului 1.
6. Carcasa 1 este folosită pentru a plasa și monta alte părți ale supapei în ea sau pe ea și conectarea acesteia la sistemul hidraulic. Capacul 2 oferă mișcare înainte tija 3 în timpul rotației sale și plasarea unei garnituri de garnitură în ea, prevenind scurgerea lichidului între capac și tijă. Tija deplasează translațional supapa 4. Supapa se închide și deschide orificiul traversant al corpului, care conectează conductele de admisie și de evacuare. Bucșa 5 este un dispozitiv de presiune și de fixare pentru etanșarea cutiei de presa. Volanul 6 rotește tija. Garnitura 7 servește la eliminarea scurgerilor de lichid dintre corp și capac. Șurubul 8 fixează volantul pe tijă. Garnitura 9 a cutiei de presa este sigiliul cutiei de presa.
Racordurile fixe detașabile ale supapei sunt racordul filetat al corpului 1 cu capacul 2 și legătura tijei 3 cu volantul 6 cu șurubul 8.
Capul tijei 3 este fixat în orificiul supapei 4 prin sertizarea marginilor orificiului (conexiune dintr-o bucată). În același timp, capul tijei este plasat în orificiul supapei cu un spațiu care permite ca supapa să fie centrată față de deschiderea corpului care urmează să fie închisă și să se rotească liber față de tijă.
Tija 3 este înșurubată în capacul 2 cu ajutorul unui filet și se poate deplasa în direcția axială față de aceasta la rotire (conexiune mobilă detașabilă). În poziția complet înșurubată a tijei, supapa asociată acesteia se sprijină pe corp și închide supapa.
Manșonul 5 este înșurubat în orificiul filetat al capacului 2 și are capacitatea de a fi înșurubat în el pe măsură ce garnitura presetupei se uzează.
în deschiderea capacului 2; o garnitură 7 este pusă pe partea exterioară filetată a capacului și capacul este înșurubat în corpul 1 cu o cheie; umpleți cu garnitură de presare (poz. 9) presseapa capacului dintre acesta din urmă și tijă; manșonul 5 se pune pe tijă și se înșurubează în capac, apăsând garnitura presetupei; un volant 6 este montat pe partea superioară a tijei și fixat de tijă cu un șurub 8.
Amintiți-vă că cantitatea de împachetare a cutiei de presa din pressea trebuie să fie astfel încât, în timpul asamblarii, manșonul 5 să fie înfășurat în capacul 2 cu 2-3 spire, comprimând strâns cutia de presse.
La demontare, șurubul 8 este deșurubat și volantul 6 este separat de tija 3; deșurubați bucșa 5 de pe capacul 2 și scoateți bucșa de pe tijă; cu o cheie, deșurubați capacul de pe carcasă 1; deșurubați tija de pe capac. Supapa 4 nu este separată de tijă în timpul dezasamblarii.
După ce a primit ideea generala despre dispozitivul supapei și formele componentelor sale, la a 2-a etapă de citire a CHOV, formele tuturor elementelor părților supapei sunt determinate în detaliu și în detaliu. Luați în considerare procesul de identificare a formelor pieselor folosind exemplul unei tije.
Conform specificației, tijei i se atribuie poziția 3, după numărul căreia imaginea tijei se găsește pe imaginea principală a supapei. Pentru a face acest lucru, deasupra raftului de lângă această imagine se găsește numărul 3. Linia de ghidare care se extinde de la acest raft se termină cu un punct pe imaginea de stoc dorită.
Folosind relația de imagini, găsiți alte imagini ale tulpinii pe FOC. În total, are 4 imagini ale tulpinii: pe imaginea principală a supapei sunt dezvăluite în principal formele tuturor elementelor tulpinii; vedere de sus și imaginea din planul de profil al proiecțiilor relevă forma elementelor tijei pe care se pune volantul; mențiunea B specifică formele și dimensiunile elementului de tijă cu filete nestandard.
Materialul tijei este alama de calitate L62, din care se obtine un semifabricat de tija prin turnare sub presiune, apoi supus prelucrarii.
Analiza și compararea tuturor imaginilor tulpinii de pe FOV, ținând cont de scopul acesteia și conexiunile cu alte părți stabilite la primul pas de citire a FOV, a arătat că tulpina este un detaliu axisimetric, toate elementele căruia, cu excepția unu,
format din suprafețe exterioare și situat de-a lungul unei axe comune în următoarea secvență:
- capul tijei format din compartimentele sferei, suprafețele cilindrice și conice de rotație și care servesc la conectarea tijei la supapă;
- un element cu un filet cilindric extern nestandard care conectează tija cu capacul și asigură o mișcare alternativă a tijei;
- element cilindric care leagă capul tijei și elementul
filetat;
- un element cilindric care se extinde din elementul filetat, care iese din capac și care permite acționarea tijei din exterior prin intermediul unui volant;
- un element de punere pe tija volantului format din patru planșe realizate la capătul elementului cilindric anterior;
- gaura oarba cu standard fir metric pentru fixarea volantului pe tijă cu un șurub, care este singurul element intern al tijei.
Suprafețele de împerechere ale tulpinii sunt ambele suprafețe filetate, suprafețele plăcilor și capete tulpinii. Suprafețele libere ale tijei sunt suprafețele elementelor sale cilindrice.
O gaură oarbă cu un filet în tijă este prezentată pe COV simplificată fără o teșitură conică la începutul găurii filetate și fără a se ține cont de stocul de filet din orificiu și de tăierea acestuia, care ar trebui să fie luate în considerare la realizarea desen de lucru al tulpinii.
În mod similar, au fost studiate și înțelese formele altor părți ale supapei.
După ce au terminat citirea CHOV (etapa pregătitoare), aceștia procedează la implementarea și execuția desenelor de lucru ale pieselor în modul descris, așa cum sa menționat deja, în secțiunea 12.
O analiză a designului, formelor și dimensiunilor pieselor, făcută la citirea FOV al supapei, a arătat că este recomandabil să se efectueze desenele de lucru ale corpului și capacului pe formate A3, iar restul pieselor - pe formate A4.
Proiectarea corpului, care se realizează prin turnare cu prelucrare ulterioară pe mașini a unei părți din suprafețele sale, pe desenul de lucru (Fig. 14.2, scara 1: 1) dezvăluie secțiunea longitudinală frontală, legătura dintre jumătățile vedere de sus și secțiunea longitudinală orizontală și legătura dintre jumătățile vederii din stânga și transversală


secţiune (Fig. 14.2). LA mediu educational adesea nu se efectuează o incizie longitudinală orizontală, limitată la o vedere de sus. Imaginea principală a corpului este poziționată astfel încât axa găurilor de intrare (admisie) și de evacuare (ieșire) să fie orizontală, iar axa găurii pentru capac să fie verticală, iar intrarea să fie pe stânga, ieșirea. în dreapta, iar orificiul de sub capac este îndreptat în sus. Această gaură de pe desenul de lucru arată o teșitură care nu este vizibilă pe COV.
Forma capacului, realizată tot prin turnare, este reflectată (Fig. 14.3, scara 2: 1) imaginea principală este legătura dintre jumătățile vederii frontale, pe care sunt vizibile trei fețe ale suprafeței prismatice exterioare, și secțiunea longitudinală frontală, afișând un orificiu traversant cu suprafețe netede și filetate, și Vezi și vedere laterală din stânga pentru a clarifica forma suprafeței prismatice și a seta dimensiunea la cheie. Pe lângă aceste două imagini, pentru comoditate, pe elementele exterioare, sunt specificate forma canelurii pentru ieșirea sculei de tăiere a filetului și forma și dimensiunile filetelor nestandard. Trebuie remarcat faptul că canelura este prezentată într-un mod simplificat pe COV și nu există deloc teșituri în găurile filetate. Axa de simetrie pe imaginea principală a copertei poate fi orizontală
13 18 Á

umbrelă, ca în fig. 14.3 sau vertical. În primul caz, pentru desenul de lucru, se utilizează formatul A3 al aranjamentului orizontal, iar în al doilea, aranjamentul vertical, pe
căruia în locul vederii din stânga i se dă vedere de sus. |
|||||
Forma tijei evidențiază (Fig. 14.4, |
|||||
scara 1:1) vedere principală din locuri |
|||||
incizie pentru afișarea surzilor |
|||||
orificii filetate si vedere de sus pt |
|||||
dimensionare la cheie, suplimentar |
|||||
pentru comoditate, parte din următorul tip |
|||||
va, pe care sunt vizibile două apartamente pt |
|||||
aterizare volantă și element de la distanță |
|||||
fragment |
non-standard |
||||
fire. Orificiu oarbă cu fir |
|||||
desenul de lucru este prezentat fără simplificare |
|||||
ny. Imaginea de stoc principală poate |
|||||
fie orizontal (Fig. |
|||||
deoarece stocul este practic |
|||||
format prin coaxial |
suprafete |
||||
rotație. Este, de asemenea, permisă verti- |
|||||
Locație |
vedere principală |
||||
tija (Fig. 14.4), care este cauzată |
|||||
mai rațional |
folosind |
||||
câmpuri de desen și utilizare largă |
|||||
mâncăm aparate cu procesare verticală |
|||||
suprafeţe de revoluţie. |
|||||
Pe desenul supapei (Fig. 14.5, |
|||||
scara 1:1) arată două dintre ele |
|||||
imagini: vedere principală cu local |
|||||
o vedere în secțiune pentru a arăta orificiul supapei și o vedere din partea stângă pentru a dezvălui formele și aranjamentul aripioarelor. În vederea principală, supapa ocupă o poziție orizontală cu nervurile îndreptate spre stânga, astfel încât să fie vizibil numărul maxim de nervuri (două pentru această supapă). Supapa de pe desenul de lucru este prezentată în starea în care ajunge la ansamblu - înainte de a fi apăsată pe capul tijei.
*Dimensiune pentru referință.
și dimensiunile canelurii pentru ieșirea sculei de filetare, prezentate pe COW într-un mod simplificat. Garnitura din desenul de lucru poate fi prezentată cu o poziție orizontală a axei ca piesă formată din suprafețe de revoluție sau cu o poziție verticală a axei, pe care o ocupă la tăierea unei orificii în matriță în ea.
În figura 1.22 este prezentat un desen de ansamblu al supapei, al cărui corp și unele piese sunt realizate prin turnare. Specificațiile supapei (prima tablă și următoarea) sunt prezentate în figurile 1.23 și 1.24.
Figura 1.25 prezintă un desen de ansamblu al unei supape cu corp sudat; volantul acestei supape este un produs armat. Specificațiile supapei sunt prezentate în Figura 1.26.
Desenele robinetelor cu un dop conic sunt prezentate în figurile 1.27 și 1.29, iar specificațiile pentru acestea sunt prezentate în figurile 1.27 și, respectiv, 1.30. În primul caz, forța de etanșare asupra dopului este creată de bucșa de presa cu șuruburi, iar în al doilea caz, de un arc.
Figura 1.32 prezintă un desen al unei supape cu un dop cu bilă. Specificațiile pentru aceasta sunt prezentate în Figura 1.31.
Figura 1.12 - Desenul unității de asamblare ²Spindle²

Figura 1.13 - Desen de lucru al piesei ²Spindle²

Figura 1.14 - Desen de lucru al piesei ²Supapa²

Figura 1.15 - Desenul unei unități de asamblare sudate

Figura 1.16 - Desenul unui produs armat

Figura 1.17 - Coperta. desen de lucru
 Figura 1.18 - Piuliță de îmbinare. desen de lucru
Figura 1.18 - Piuliță de îmbinare. desen de lucru 
Figura 1.19 - Mâner. desen de lucru


Figura 1.17 Corpul supapei. desen de lucru

Figura 1.21 Corpul supapei. desen de lucru


Figura 1.22 - Supapă. Desen de ansamblu.


Figura 1.23 - Supapă. Specificație

Figura 1.24 - Supapă. Specificație. Foaia 2
 Figura 1.25 - Desen de montaj al unei supape cu corp sudat
Figura 1.25 - Desen de montaj al unei supape cu corp sudat

 Figura 1.26 - Supapă. Specificație
Figura 1.26 - Supapă. Specificație

Figura 1.27 - Supapă de închidere. Specificație

Figura 1.28 - Supapă de închidere. Desen de ansamblu

 Figura 1.29 - Macara. Desen de ansamblu.
Figura 1.29 - Macara. Desen de ansamblu.

 Figura 1.30 - Supapă de închidere. Specificație
Figura 1.30 - Supapă de închidere. Specificație
 Figura 1.31 - Supapă cu bilă. Specificație
Figura 1.31 - Supapă cu bilă. Specificație
 Figura 1.32 - Supapă cu bilă. Desen de ansamblu
Figura 1.32 - Supapă cu bilă. Desen de ansamblu

ÎNTREBĂRI DE TEST
1. Formulați definiția desenului de ansamblu.
2. Ce dimensiuni sunt aplicate pe desenul de ansamblu?
3. Cum să alegeți numărul de imagini și imaginea principală pe desenul de ansamblu?
4. De ce să coordonați dimensiunile suprafețelor de împerechere înainte de a realiza desenul de ansamblu?
5. Cu ce detaliu începi imaginea principală?
6. Enumerați simplificările și convențiile permise pe desenul de ansamblu. Care este scopul lor?
7. În ce poziţie sunt prezentate bobina supapei şi dopul supapei?
8. Ce înseamnă „a citi” un desen de ansamblu?
9. Care este scopul caietului de sarcini?
10. Ce se înțelege prin poziție parțială?
11. Definiți o unitate de asamblare.










Doar îndrăgostiții vor supraviețui
Caracteristici ale reclamei destinate copiilor
retuşarea fotografiilor vechi în photoshop retuşarea fotografiilor vechi
Ce este un NPO: decodare, definirea scopurilor, tipuri de activități Are o organizație non-profit dreptul
Prim-adjunct Gleb Nikitin